Ваш професійний постачальник алюмінієвих екструзійних профілів
Завдяки суворим міжнародним стандартам, військовій якості, відмінному іміджу бренду та систематичним рішенням, Jinchang Aluminum завоювала еталонний імідж у сфері алюмінієвих профілів. Я твердо вірю, що поки всі ми в jinchang старанно працюємо, невпинно навчаємося, мислимо нестандартно, створюйте всім серцем і душею, стикайтеся з викликами та сміливо працюйте, ми зможемо перетворити Jinchang на технологічну інновацію світового рівня підприємства. З цієї причини ми так само сподіваємось і впевнені в майбутньому, як і ви.
Чому обирають нас?
Наша фабрика
Shandong Jinchang Aluminum Industry Co., Ltd. Було побудовано низку передових міжнародних ліній виробництва алюмінієвого профілю з річною виробничою потужністю 200 000 тонн.
Сучасне обладнання
Jinchang Aluminium оснащений великими автоматичними лініями вертикального окислення та електрофорезу в Азії, повністю автоматичним вертикальним зберіганням та іншими інтелектуальними виробничими системами для промислової розробки легкої ваги.
Наш сертифікат
Ми сертифіковані за ISO 9001: 2008, фабрика надійна та якість гарантована.
Наш сервіс
Наша команда досвідчених інженерів і відданий персонал служби підтримки прагне забезпечити відмінне післяпродажне обслуговування.

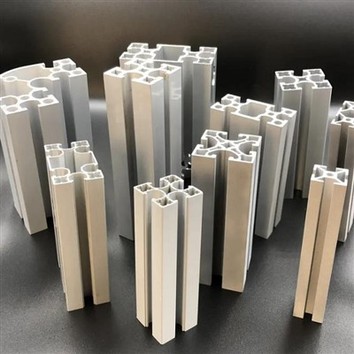

Типи алюмінієвих екструзійних профілів
Пряма екструзія
Цей тип екструзії, також відомий як фронтальна екструзія, є дуже загальним процесом, який виконується з бруском матеріалу в армованому контейнері, проштовхуючи шматок через матрицю за допомогою шнека або штовхача.
Непряма екструзія
Це відоме як уповільнена екструзія, коли стержень і контейнер рухаються одночасно, тоді як матриця є статичною та розміщена на опорі, яка має мати ті самі розміри, що й контейнер, усуваючи всі типи тертя.
Гідростатична екструзія
Тут брусок повністю оточений рідиною під тиском, що дозволяє здійснювати його гарячим, теплим або холодним, обмежуючи температуру завдяки стабільності використовуваної рідини.
Технічні характеристики алюмінієвих екструзійних профілів
| Колір | Будь-які кольори на замовлення | Товщина | Індивідуальний |
| Легуючий інгредієнт | 6061/6063/4080/3060/3030 | матеріал | 99,7% чистого алюмінієвого сплаву |
| Прямий продаж на заводі | так | Тип бізнесу | Виробник |
| Безкоштовне відвідування фабрики | так | Зовнішній вигляд | Зазвичай квадратні, круглі та Т-подібні або індивідуальні |
| Час виконання | Від 15 до 30 днів залежно від кількості замовлення | Походження | Китай |
Застосування алюмінієвих екструзійних профілів
Архітектура
Алюмінієві профілі широко використовуються в будівельній промисловості для різних застосувань, включаючи алюмінієві профілі для віконних рам, дверей і навісних стін.
Автомобільний
Екструзія алюмінію широко використовується в автомобільній промисловості для таких додатків, як конструкції кузова, теплообмінники та системи підвіски.
Сонячна
Екструзія алюмінію широко використовується в сонячних установках завдяки своїм чудовим властивостям, таким як висока міцність, легкість, стійкість до корозії та теплопровідність.
електроніка
Алюмінієві профілі використовуються в різних електронних додатках, включаючи радіатори, корпуси та рами.
Індустріальний
Алюмінієві екструзії використовуються в різних промислових застосуваннях, включаючи конвеєрні системи, рами машин і огородження безпеки.
Аерокосмічна
Екструзія алюмінію має широкий спектр застосувань в аерокосмічній галузі, від конструктивних компонентів до інтер’єру салону.
Покроковий посібник із виготовлення алюмінієвих екструзійних профілів
Крок 1: Вибір алюмінієвого сплаву
Вибір алюмінієвого сплаву є життєво важливим першим кроком у створенні точних екструзійних профілів. Вибір правильного сплаву визначає міцність профілю, стійкість до корозії та інші характеристики.
Крок 2: індивідуальний дизайн екструзії та підготовка матриці
Почніть із проектування потрібної форми та розмірів екструзійного алюмінієвого профілю за допомогою спеціального програмного забезпечення. Після завершення дизайну створіть матрицю, яка є інструментом, який формує алюміній під тиском.
Крок 3: Нагрівання заготовки
Завантажте алюмінієву заготовку – циліндричний шматок алюмінію – в піч і нагрійте її до необхідної температури. Нагрівання робить алюміній пластичним і готовим до екструзії.
Крок 4: Процес екструзії
Нагріту заготовку продавлюють через матрицю за допомогою гідравлічного преса. Тиск змушує алюміній приймати форму отвору матриці. Коли алюміній проходить, він утворює бажаний профіль.
Крок 5: Охолодження та різання
Після екструзії алюмінієвий профіль нової форми швидко охолоджується водою або повітрям, щоб зберегти структурну цілісність. Після охолодження безперервну екструзію розрізають на потрібні відрізки за допомогою пилки або інших ріжучих інструментів.
Крок 6: Випрямлення та перевірка якості
Екструдовані профілі можуть пройти процес випрямлення, щоб виправити будь-які деформації, спричинені під час екструзії. Нарешті, проведіть перевірку якості, щоб переконатися, що розміри, обробка поверхні та загальна якість відповідають необхідним стандартам.
Крок 7: Упаковка та розповсюдження
Схвалені профілі надійно упаковані, щоб запобігти пошкодженню під час транспортування. Потім вони розповсюджуються виробникам для використання в різних програмах.

Вирізати по довжині
Відповідно до ваших допусків.
Попереднє виготовлення
Обробка з ЧПУ, свердління, штампування, згинання, скошування, видалення задирок, фрезерування, нарізка, точіння, нарізування різьбами, зварювання, болтове з’єднання, заклепки та склеювання.
живопис
Велика кількість кольорів RAL із плоским, металевим або текстурованим покриттям, включаючи сублімацію деревини.
Анодування
Широкий асортимент фарбованих і електролітичних фарб, нанесення щіткою, полірування, полірування та хімічного освітлення.
3D друк
3D-зразок передсерійного прототипу.
Упаковка
Захисна плівка, рукав і спеціальна упаковка.
FAQ
Будучи одним із провідних виробників і постачальників алюмінієвих екструзійних профілів у Китаї, ми щиро запрошуємо вас придбати високоякісні алюмінієві екструзійні профілі для продажу тут на нашому заводі. Щоб отримати індивідуальне обслуговування, зв’яжіться з нами зараз.